Prozesskonzept: vereinzeln, prüfen, zuführen
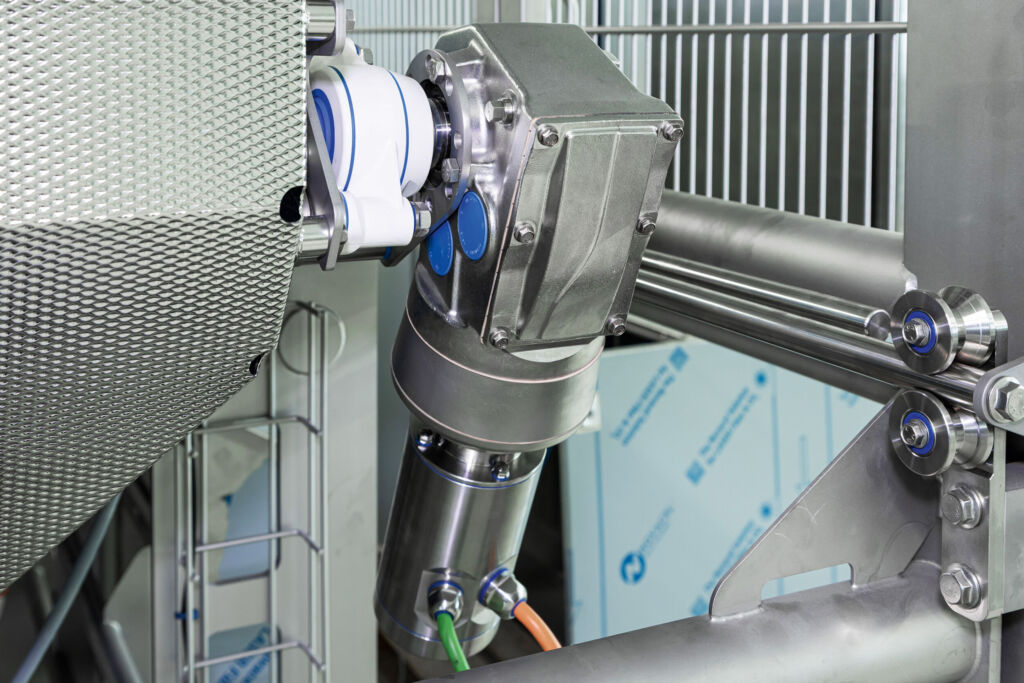
Die auf dem Förderband ungeordnet liegenden Würstchen müssen zunächst vereinzelt und ausgerichtet werden – dieser Schritt erfolgt mithilfe eines Stufenförderers. Weil die einzelnen Stufen gleichmäßig befüllt werden müssen – auf jeder Stufe eine Wurst -, wachen an dieser Stelle ebenfalls Füllstandsensoren darüber, dass die Anfangsstufen nicht leer, aber auch nicht zu voll sind. Die Konstrukteure nennen diese Linienstation deshalb auch Dosierband. Es wird angetrieben von einem Winkelgetriebe mit Asynchronmotor aus Edelstahl vom Typ KES37…TENV71…, der unter der Förderstrecke verbaut ist.
Dieser Dosierabschnitt ist die Vorbereitung für den sogenannten ‚Wurstcheck‘: Der Darm der Würste ist ein Naturprodukt. Folglich kommen auch Würste aus der Herstellung die zu krumm oder beschädigt sind und damit nicht für die Verpackung infrage kommen. Deshalb führt das Dosierband die nun vereinzelten Produkte zur Kamerastation. Auf jeder der sechs Spuren wurde die Bilderkennung entsprechend der IO-Vorgaben und mittels künstlicher Intelligenz vorgeteacht – bei zu großen Abweichungen in Länge, Geometrie oder Kontur wird die Wurst aus der Spur nach unten in einen Behälter aussortiert.
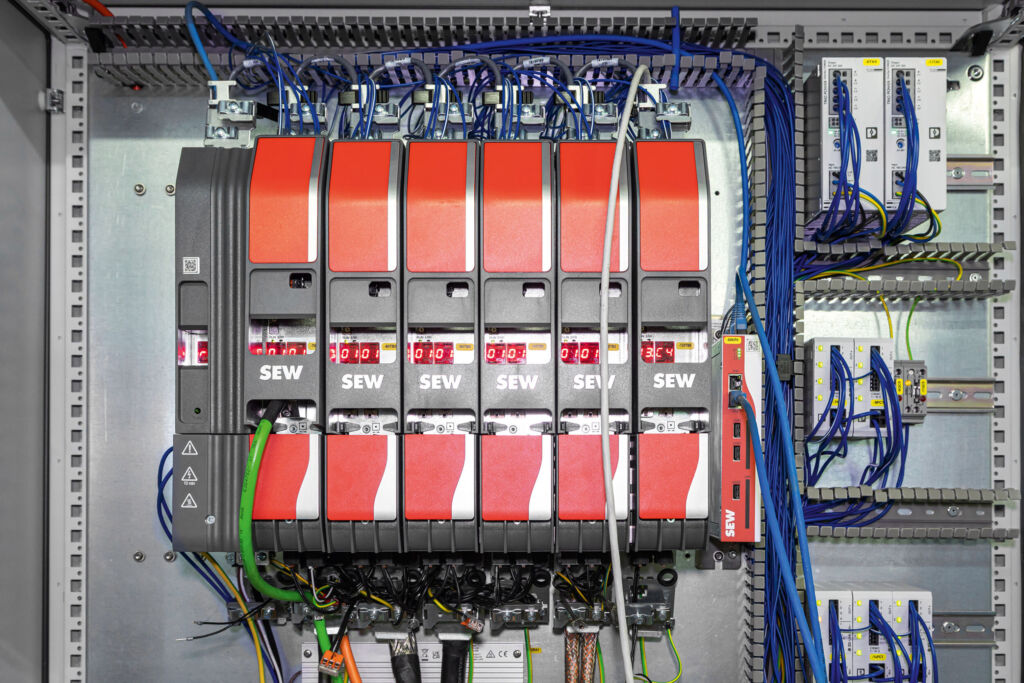
Die hinsichtlich Größe und Geometrie einwandfreie Ware erreicht sodann den nächsten Stufenförderer. Auch diese Förderlinie wird von einem baugleichen Asynchron-Edelstahlgetriebemotor angetrieben. Diese Station führt die vereinzelten und nunmehr geprüften Würste zum sogenannten Taktband. Es definiert die Abstände der Würste für den Greifer und wird von einem Edelstahl-Servogetriebemotor angetrieben. Durch das Baukastensystem von SEW-Eurodrive lassen sich die Edelstahlgetriebe und Motoren untereinander je nach Einbausituation und Anforderung kombinieren. Von Planetengetrieben, Winkel- oder Stirnradgetrieben bis zu Asynchron- und Servomotoren in unterschiedlichsten Baugrößen ist für fast jede Anwendung etwas dabei. Um bei dieser Applikation innerhalb des Maschinenrahmens zu bleiben wurde ein Winkelgetriebe (KES..) gewählt und für die dynamische und genaue Positionierung des Bandes ein Servomotor (CM2H…) angebaut. Jede Spur und jedes Fach dieses Bandes müssen belegt sein, was durch optische Sensoren überwacht wird. Der Maschinenbediener kann über den Bildschirm des HMI zu jeder Zeit den korrekten Belegungszustand verfolgen.
Vakuumgreifer: Greifen und Einlegen
Insgesamt wird die Maschine am Ende 1000 Würste pro Minuten in die Verpackungsmaschine einlegen. Dafür endet das Taktband horizontal unterhalb des Greifers, der finalen Prozessstation. Der Spezialgreifer deckt alle sechs Spuren ab und erfasst mit Vakuumsaugtechnik 56 Würste mit einem Hub – den Inhalt von vier Packeinheiten. Traditionell sind die Nürnberger Würstchen zu jeweils 14 Stück in Folie verschweißt; an der konkreten Anlage haben die Konstrukteure zusätzlich die Optionen zehn und zwölf Würste pro Packung vorgesehen. Der Greifer komprimiert die Längenabstände der Würste, die im Taktband prozesstechnisch erforderlich sind, und legt die Produkte eng aneinander in die Folientrays der Verpackungslinie ab. Die Station verfährt in der Mitte der Wursteinlegemaschine zwischen den beiden Linien. Mit der gespiegelten Greiferstation werden somit 112 Würste auf einmal erfasst und eingelegt. Wichtig ist, dass der Greifer bei jedem Hub alle Würste per Vakuum aufnimmt; die hierfür erforderliche Zeit wird mit der Taktgeschwindigkeit der Linie abgestimmt. Lichtschranken überprüfen am Ende, ob alle Würste aus der Linie mitgenommen wurden.
Top-Zutaten von Hygiene-Design-Experten für die Maschine
Ein besonderes Produkt erfordert ausgesuchte Zutaten – das trifft sowohl für die Original Nürnberger Rostbratwürste zu als auch für die Einlegemaschine, die von Anfang bis Ende aus Edelstahl gefertigt ist. „Weil die komplette Fertigung im eigenen Haus stattfindet, stehen alle benötigten Komponenten und Sonderteile direkt vor Ort zur Verfügung“, weiß Jörg Schwebel. Dank der partnerschaftlichen Kooperation des Sondermaschinenbauers MB Bergmann mit den Edelstahlexperten Eberhardt und den Antriebs- und Automatisierungsexperten aus dem Drive Office Nürnberg von SEW-Eurodrive ist diese Sondermaschine unter einem Dach und mit höchster Fertigungstiefe entstanden. „Das ist eine sehr gute Zusammenarbeit auf Augenhöhe“, betont Schwebel. Mit diesem Projekt haben die drei Partner ihre jeweilige Food-Expertise einmal mehr unter Beweis gestellt. Nun geht die Maschine zum Wursthersteller – nach Nürnberg, versteht sich, denn die Würste mit einer 700 Jahre alten Tradition dürfen gemäß dem Status ‚geografisch geschützte Angabe g.g.A.‘ nur im Stadtgebiet Nürnberg nach der festgeschriebenen Rezeptur hergestellt und endverarbeitet werden. Dort wird auch die automatische Wursteinlegemaschine